Scanning
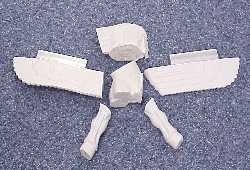 Probe scanning uses a probe to trace the
contour of an object. The probe then moves on a fraction of a millimeter and records another
contour. If the original sculpture was not cut into sections then the probe and the
laser would not be able to scan past the wings. These are areas where other
bits of sculpture are in the way and are termed "under-cuts".
Probe scanning uses a probe to trace the
contour of an object. The probe then moves on a fraction of a millimeter and records another
contour. If the original sculpture was not cut into sections then the probe and the
laser would not be able to scan past the wings. These are areas where other
bits of sculpture are in the way and are termed "under-cuts".
The upper and lower body, front legs and wings have been probe scanned by Renishaw
Surfacing
 Here is a rendered image of the data collected for the upper body
part.
Here is a rendered image of the data collected for the upper body
part. Manufacture
The upper body was made by The Warwick Manufacturing Group. The scanned data of the head was turned into .stl (stereo-lithography) files by Delcam who also co-ordinated Warwick with Williamson Park and programmed computers to make the part by rapid prototyping.
The .stl files are made of tiny triangles that cover the scanned area. The smaller the triangles then the more data captured. Some of the scanning cannot capture every single point on the object but if there is the tiniest gap in the computer scan then the manufacturing process will not work. This means that gaps have to be filled manually. If your object is very detailed then this can take some time.

The process used is a form of RP (Rapid Prototyping) called LOM -Laminated Object Manufacture.
Dave operated the LOM machine, behind, to make the parts. The computer model is sliced into 0.1mm layers. A laser cuts the contour of an object on a 0.1mm layer of paper then another layer is laid down and next contour of the object is cut.
If the machine was starting from the base a standing figure then it would begin by cutting the soles of the feet
, then the ankles, the knees etc. Each layer is only a tenth of a millimeter thick so it would
take 500 layers to make a foot! Squares are also cut around the object so that the area not part
of the sculpture is supported and can be broken away. For example, if your arms were outstretched
then it would support the contours cut for these.


The part had to be made in two halves and these were joined togeter with glue and screws by W.C.M. Pattern Making Co, Leamington Spa (01926) 426641.
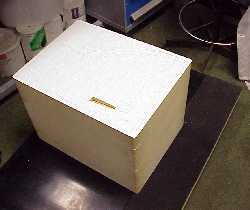
Finished Part


The final section is about 50 x 50 x 60 centimetres. It is treated so that it is stable in a range of temperatures and humidities. This is so that the layers do not delaminate (come apart).


SIBCO EUROPE
Parts Homepage
HOMEPAGE